铜线键合QFN封装在BHAST(偏压高加速温湿度应力测试)中易发生焊球与焊盘脱离导致的开路失效,是行业面临的实际可靠性难题。推拉力测试作为国际通行的键合强度评价方法(JESD22-B116B、JESD22-B120.01、MIL-STD-883K),能够量化键合界面的结合强度,为工艺选型和可靠性评价提供直接的数据支撑。
本文以40 nm CMOS工艺的QFN封装芯片为研究对象,以Alpha-W260推拉力测试机为测试设备,对比FSF与FSFF两种键合模式在初始键合强度及BHAST后界面退化方面的差异,探讨推拉力测试在封装可靠性评估中的工程应用价值。
一、铜线键合QFN封装的可靠性挑战
引线键合是集成电路封装中最关键的互连工艺之一。近年来,铜线凭借成本优势和优异的导热性能,逐步替代金线成为主流键合材料。然而,铜线硬度更高、抗氧化能力较差,铜铝界面金属间化合物(IMC)的稳定性面临更大挑战,这对键合工艺参数控制提出更高要求。
QFN(Quad Flat Nolead,四方扁平无引脚)封装因小型化、低成本和高散热性能,在射频和模拟芯片领域得到广泛应用。但在实际服役过程中,QFN封装器件可能面临高温、高湿、电压偏置等多重环境应力的耦合作用。根据JEDEC标准开展的BHAST(偏压高加速温湿度应力测试,130℃、85%RH、230 kPa、3.6 V偏压、96 h)是检验封装工艺严苛的手段之一。在实际生产中,BHAST失效是铜线键合QFN封装产品可靠性的主要风险点之一,失效模式通常表现为焊球与铝焊盘界面脱离导致的开路。

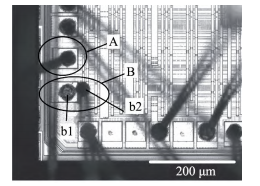
QFN封装样品示意图
塑封料中不可避免含有微量的卤素(Cl⁻质量分数通常在3×10⁻⁶~1.5×10⁻⁵),且塑封料具有亲水性,在高温高湿环境下,Cl⁻和水汽会渗透到焊球与焊盘界面,引发铜铝之间的电偶腐蚀。研究已表明,在存在偏压的情况下,Cl⁻会向带电焊盘定向聚集,加速IMC的腐蚀过程,最终导致焊球脱离。因此,如何评价和筛选具有更高抗腐蚀能力的键合工艺,成为封装工程中的现实需求。
二、键合强度评价方法——推拉力测试
在上述可靠性问题的驱动下,键合强度量化评价成为工艺选型与质量控制的关键环节。推拉力测试(包括焊球推力测试和焊线拉力测试)是国际通行的键合强度评价方法,相关标准JESD22B116B、JESD22B120.01和MILSTD883K对其测试程序作出明确规定。该方法通过在焊球或焊线上施加机械力至破坏,测定其破坏时的力值,从而量化键合界面的结合强度。
本研究所用的推拉力测试设备为Alpha-W260型晶圆/焊球推拉力测试机。该设备专为微电子引线键合后的焊接强度测试、焊点与基板粘接力测试及其失效分析设计,支持晶片推力、金球推力、金线拉力等多种测试模式,配备高速力值采集系统,测试精度达到±1.0级。键合完成后,按照相应标准对焊球进行推力测试、对焊线进行拉力测试,推拉力测试结果成为衡量键合强度最直接的量化参数。

推拉力测试在封装工程中扮演的角色可从三个层面理解:其一,在键合工艺开发阶段,它用于判定初始键合强度是否满足标准要求,是工艺参数优化的基本依据;其二,在可靠性验证阶段,对比老化实验前后的推拉力测试数据,可量化评估界面的退化程度;其三,在失效分析阶段,推拉力测试数据结合微观表征手段,可帮助定位失效原因和失效位置。
三、推拉力测试指导键合工艺选型
3.1 两种键合模式的设计差异
本研究以K&S RAPID焊线机为工艺平台,对比FSF(三段式:压力-摩擦-压力)和FSFF(四段式:压力-摩擦-压力-压力)两种键合模式。两者核心差异在于:FSFF模式在摩擦阶段与最终键合阶段之间增加了Force2模式,键合总力度更大,且采用内孔径和外侧角直径更大的劈刀,配合相应的烧球参数(电流55 mA、时间250 ms,区别于FSF模式的45 mA、300 ms),以获得不同的焊球成形效果。
3.2 初始键合强度评价
在键合工艺参数优化完成后,对两种模式下的键合样品进行了推拉力测试及键合性能检测,结果如表所示:
模式 | 球径/μm | 球高/μm | 焊球推力/gf | 焊线拉力/gf | IMC质量分数/% | 铝残留质量分数/% |
|---|---|---|---|---|---|---|
FSF | 40 | 12 | 8.5 | 9 | 94 | 36 |
FSFF | 42 | 12.5 | 8.5 | 9 | 96 | 30 |
从推拉力测试数据来看,两种模式的焊球推力(均为8.5 gf)和焊线拉力(均为9 gf)均满足标准要求,数值上无显著差异。然而,切片形貌分析揭示了两者的微观结构差异:FSF模式下焊球底部呈现向上弯曲形态,垂直距离(反映焊球嵌入深度)仅为1.2~1.6 μm,水平距离达3.5~4.5 μm,铝挤出对焊球的包裹性较差;FSFF模式下焊球底部呈现向下弯曲或接近水平形态,垂直距离达3.6~4.5 μm,水平距离小于1 μm,铝挤出对焊球的包裹性显著改善,IMC含量更高(96% vs 94%),铝残留更少(30% vs 36%)。

这一现象提示:初始推拉力测试值达标且相近,并不代表两种键合模式的可靠性水平相当。推拉力测试在此时给出的信息是“键合强度合格",但界面的微观形貌差异——特别是铝挤出对焊球的包裹程度——无法仅从初始推拉力值中反映出来。这正是后续可靠性实验需要回答的问题。
3.3 BHAST后的推拉力测试
按照JEDEC标准开展了MSL3、TCT、UHAST、BHAST、HTOL、HTST等封装可靠性实验。结果表明:在FSF模式下,使用三种不同塑封料(9220、G700、G631)的样品均在BHAST中出现开路失效,失效比例分别为4/77、5/77、5/77;而FSFF模式下所有样品全部通过全部可靠性项目。

为探明失效机理,对BHAST后的良品开盖后进行了焊线拉力测试(仅选用9220塑封料样品)。测试结果对比如下:
FSF模式:施加电压的焊盘,焊线拉力值仅为0~2 gf,远低于标准要求;未施加电压的焊盘,焊线拉力值为6~9 gf,与初始状态相当。
FSFF模式:施加电压与未施加电压的焊盘,焊线拉力值均为6~9 gf,未见明显退化。
推拉力测试在此量化证明了:BHAST后FSF模式施加电压焊盘的界面结合强度已严重退化(从9 gf降至0~2 gf),而FSFF模式几乎未受影响。这一量化差异直接为键合模式的工艺选型提供数据支撑:FSFF模式在BHAST可靠性方面具有显著优势。
四、推拉力测试辅助失效机理定位
对BHAST失效样品进行开盖观察,可见FSF模式下部分焊球已与焊盘脱离,焊盘上仅留下键合印记。EDS面扫分析显示,在焊盘脱离区域检出C、O、Al、S、Cl、Cu等元素,Cl元素在焊接区域均匀分布。
BHAST中失效样品的开盖形貌
结合前述推拉力测试数据的退化幅度,可以完整还原失效链条:在BHAST环境下(130℃、85%RH、230 kPa、3.6 V偏压),塑封料中的Cl⁻在电偏压作用下向带电焊盘定向聚集,在有水汽的条件下,铜焊球与铝焊盘之间形成原电池,发生电偶腐蚀。腐蚀优先发生在焊球与铝挤出之间的夹角区域。
在FSF模式下,由于焊球嵌入深度浅(垂直距离仅1.2~1.6 μm)、铝挤出包裹性差,腐蚀介质(Cl⁻和水汽)容易侵入界面并快速向焊球底部扩散,导致IMC被腐蚀破坏。推拉力测试中拉力值从9 gf降至0~2 gf,正是界面腐蚀程度的宏观力学反映。当腐蚀扩展到整个焊球底部时,焊球与焊盘脱离,形成开路失效。
在FSFF模式下,焊球嵌入深度大(垂直距离3.6~4.5 μm)、铝挤出对焊球的包裹紧密(水平距离小于1 μm),在物理上形成一道有效的腐蚀屏障,即使施加电压,腐蚀介质也难以侵入焊球底部。因此推拉力测试值保持6~9 gf,无显著退化。
推拉力测试将微观界面腐蚀程度转化为宏观、可量化的力值数据,使工程师能够直观判断界面退化的严重程度,并在结合SEM/EDS等微观分析后,准确定位失效发生的具体位置(施加电压的焊盘界面)和根本原因(Cl⁻电偶腐蚀)。

五、结论与工程启示
本文从铜线键合QFN封装在实际可靠性验证中面临的BHAST失效问题出发,以推拉力测试为量化评价工具,系统对比了FSF与FSFF两种键合模式的键合强度及其在可靠性老化前后的退化行为,得出以下结论和工程启示:
(1)推拉力测试是解决封装可靠性工程问题的有效量化工具。 在工艺选型阶段,它可以快速判定初始键合强度是否达标;在可靠性验证阶段,老化前后的推拉力对比数据能够灵敏捕捉界面的退化程度;在失效分析阶段,它提供的量化力学数据为失效定位和机理判断提供了重要依据。
(2)初始推拉力值达标不等于可靠性过关。 FSF与FSFF两种模式初始推拉力值相同且均达标,但BHAST后表现截然不同。这说明在评价键合工艺时,不能仅依赖初始推拉力测试,必须结合加速老化实验及老化后的推拉力复测来综合评判。
(3)FSFF模式是提升铜线键合QFN封装BHAST可靠性的有效工艺路径。 推拉力测试数据量化证明,FSFF模式在BHAST后仍能保持6~9 gf的焊线拉力,而FSF模式已降至0~2 gf。FSFF模式通过增大焊球嵌入深度、改善铝挤出包裹性,在物理上形成腐蚀屏障,显著延缓了Cl⁻和水汽对IMC界面的侵蚀。
(4)推拉力测试与SEM/EDS等微观表征手段的联用是失效分析的高效路径。 推拉力测试提供宏观力学退化幅度,SEM/EDS提供微观腐蚀产物和元素分布信息,两者结合可完整还原“工艺差异→形貌差异→腐蚀路径差异→力学退化→可靠性失效"的完整证据链。
在半导体封装日益追求高可靠性的背景下,BHAST失效是铜线键合QFN封装必须跨越的门槛。推拉力测试作为一个成熟、标准化的检测手段,贯穿了从键合工艺开发、可靠性验证到失效分析的完整工程链条,为封装工程师解决实际可靠性问题提供了量化、直观、可复现的数据支撑。




